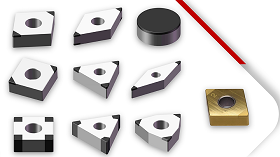
Recommend cast iron CBN inserts
 |  |  |  |  |  |
RNMN/RNGN | SNMN/SNGN | CNMN/CNGN | RCMX-V | RCGX-Y | SCGN |
 |  |  |
|
|
|
TNGA | CNGA | WNGA |
|
|
|
Performance advantages:
High hardness;
Good wear resistance and chipping resistance;
Excellent impact resistance and fracture resistance;
High cutting efficiency and long tool life;
Application fields
Materials: high chromium cast iron, nickel hard cast iron, high nickel chromium alloy, chilled cast iron, white cast iron, gray cast iron, etc.;
Industries: Metallurgical Rolls, Cement building materials machinery, Power Equipment, automotive industry, Mining machinery etc.;
Workpieces: Slurry pump, Impeller, Roll, Liner, Cone Crusher, brake discs, brake drums, pulleys, air-conditioning compressors, etc.
Cutting Parameters
Machining material | Recommended cutting parameters | CBN insert Grade |
Cutting speed VC(m/min) | Cutting Depth ap (mm) | Feed Rate Fr(mm/r) |
High hardness cast iron (HRC35-68) | 35-120(Roughing) | 1-10 | 0.15-0.8 | BN-K1 |
60-180(Finishing) | ≤1 | 0.05-0.35 |
Grey cast iron | 400-1200(Roughing) | 1-10 | 0.2-1 | BN-S30, BN-S300 |
600-2000(Finishing) | ≤1 | 0.05-0.3 |
300-1500(Finishing) | ≤1 | 0.05-0.3 | BN-K20, BNK30 |
Application cases
 | Workpiece: Slurry pump body |
Material: Cr26(Hardness HRC60) |
Insert Type: BN-K1 CNMN120712 |
Cutting parameters: Vc=75m/min, Fr=0.12mm/r, ap=2.5mm |
Processing method: dry cutting |
Insert grade | Tool Life/edge | Failure mode |
Halnn BN-K1 CBN inserts | 85pcs | Normal wear |
Some brand CBN | 35pcs | Damage rupture |
Workpiece: Slurry Pump impeller |  |
Materials: High chromium cast iron Cr26(Hardness HRC60) |
Insert Type:BN-K1 SNMN120712 |
Cutting parameters:Vc=75m/min, Fr=0.12mm/r, ap=2.5mm |
Processing method: Heavy Interrupt dry Turning |
Insert grade | Tool Life/edge | Failure mode |
Halnn BN-K1 | 11pcs | Normal wear |
Some brand CBN | 3pcs | Damage rupture |
 | Workpiece Material: High Chromium alloy cast iron |
Material: Cr26(Hardness HRC60) |
Insert Type: BN-K1 CNMN120712 |
Cutting parameters: Vc=75m/min, Fr=0.12mm/r, ap=2.5mm |
Processing method: dry cutting |
Insert grade | Cutting Width | Failure mode |
Halnn BN-K1 | 500mm | Normal wear |
Some brand CBN | 150mm | Damage rupture |
Workpiece: Rolls |  |
Materials: Chilled cast iron (Hardness HSD67) |
Insert Type:BN-K1 RNMN120400/CNMN1207 |
Cutting parameters:ap=2mm, Fr=0.5mm/r, Vc=66m/min |
Processing method: Dry Turning |
Insert grade | Efficiency | Life time |
Halnn BN-K1 | Improved 2times | 3 times |
Carbide Insert | / | / |
 | Workpiece: Brake drum |
Material: Gray cast iron |
Insert Type: BNK30 WNGA080408 |
Cutting parameters: Vc=650m/min, Fr=0.2mm/r, ap=0.5mm |
Processing method: dry cutting |
Insert grade | Tool Life/edge | Roughness |
Halnn BNK30 | 120pcs | Ra1.6 |
Some brand CBN | 70pcs | Ra2.0 |
Workpiece: Bear of air conditioner compressor |  |
Material: Gray cast iron |
Insert Type: BNK30 WNGA080408 |
Cutting parameters: Vc=600m/min, Fr=0.25mm/r, ap=0.3mm |
Processing method: dry cutting |
Insert grade | Cutting Speed | Tool Life/edge |
Halnn BNK30 | 600m/min | 500pcs |
Coated carbide inserts | 330m/min | 80pcs |
 | Workpiece: Pulley |
Material: Gray cast iron |
Insert Type: BN-K20 CNGA120408 |
Cutting parameters: Vc=550-700m/min, Fr=0.25mm/r, ap=0.3mm |
Processing method: dry cutting |
Insert grade | Roughness | Tool Life/edge |
Halnn BNK20 | Ra1.6 | 200pcs |
Some brand CBN | Ra3.2 | 35pcs |
Workpiece: Brake Disc |  |
Material: Gray cast iron |
Insert Type: BN-S300 SCGN090408 |
Cutting parameters: Vc=800m/min, Fr=0.2mm/r, ap=0.25mm |
Processing method: dry cutting |
Insert grade | Insert Type | Cutting Speed | Tool Life/edge |
Halnn BN-S300 | SCGN090408 | 800m/min | 300pcs |
Coated carbide inserts | CNMG120408 | 300m/min | 15pcs |
 | Workpiece: Brake Disc |
Material: Gray cast iron(HT250) |
Hardness: HB170~210 |
Insert Type: BN-S30 CNMN120712 |
Cutting parameters: Vc=500m/min, Fr=0.55mm/r, ap=2mm |
Processing method: dry cutting |
Insert grade | Cutting Speed | Tool Life/edge | Efficiency |
Halnn BN-S30 | 500m/min | 200pcs | Improved 1.8 times |
Carbide Insert | 180m/min | 30pcs | ------ |
Workpiece: Brake Drum |  |
Material: Gray cast iron(HT250) |
Hardness: HB170~210 |
Insert Type: BN-S30 CNMN120716 |
Cutting parameters: Vc=380/min, Fr=0.65mm/r, ap=2.5mm |
Processing method: dry cutting |
Insert grade | Cutting Speed | Tool Life/edge | Efficiency |
Halnn BN-S30 | 380m/min | 95pcs | Improved 1.5 times |
Coated Carbide Insert | 150m/min | 15pcs | ------ |

 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools