Introduction:High-chromium cast iron, wear-resistant alloy cast iron, chilled cast iron and other difficult-to-machine materials have been widely used in electric power, metallurgy, coal, construction and other industries.
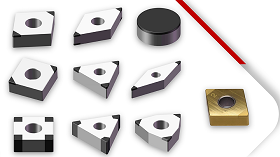
Solid CBN Inserts machining High Chromium Cast Iron Materials (CBN inserts V Ceramic Inserts)
High-chromium cast iron, wear-resistant alloy cast iron, chilled cast iron and other difficult-to-machine materials have been widely used in electric power, metallurgy, coal, construction and other industries. With the development of cubic boron nitride (CBN) nanotechnology and the innovation of synthesis technology, more and more customers choose to use CBN Inserts BN-K1 to process high chromium cast iron/white cast iron. Compared with ceramic inserts, BN-K1 grade Solid CBN Inserts have higher hardness, wear resistance, impact strength and crush resistance. The main synthetic types of PCBN Inserts materials include poly wafers (inserts synthesized from CBN and binder) and composite sheets (composite CBN inserts based on cemented carbide). A large number of facts show that: BN-K1 material made of polycrystalline cubic boron nitride is an ideal tool for high-efficiency and high-quality machining of cast iron and hard steel (above 45HRC).

Comparison of cutting phenomena between CBN Inserts and Ceramic Inserts
When Solid CBN Inserts BN-K1 Grade is turning Cr26, the chips are broken at the beginning. After 10 to 15 minutes, the cutting edge is slightly worn, and the chip lengthening phenomenon begins. At the same time, the color of the chips changes from golden yellow to light blue or Dark blue, the process of insert machining the workpiece is transformed from pure cutting to coexistence of cutting and extrusion, which is different from the pure extrusion phenomenon of ceramic tools.
Solid CBN Inserts BN-K1 Grade has a crisp sound without the harsh noise of ceramic tools. Solid CBN Inserts had no obvious gaps on the flank, while ceramic tools had gaps on the flank that quickly widened. The surface roughness values for Solid CBN Inserts are consistent, while the surface roughness values for ceramic tools increase with machining time.
Comparative analysis of CBN Inserts and Ceramic Inserts performance
Solid CBN Inserts BN-K1 grade has many advantages over ceramic inserts. First of all, its hardness is high, generally around 3500HV, which is 2 times that of ceramic inserts and 4 times that of alloy inserts. The heat resistance of CBN can reach 1400 ~ 1500 ℃, and the hardness of PCBN at 1000 ℃ is even higher than that of ceramics and carbide at room temperature.
Solid CBN Inserts BN-K1 Grade can cut high-temperature alloys and hardened steels at a speed 3 to 5 times higher than that of cemented carbide tools, which also creates conditions for high-speed cutting of Solid CBN Inserts BN-K1 Grade.
Secondly, the BN-K1 material has good wear resistance. The cubic boron nitride is a non-metal boride, and the crystal structure belongs to the cubic crystal system. The nitrogen and boron atoms are covalently bonded to each other to form a four-pair saturated structure. The PCBN sintered body formed at high temperature contains nitrides, borides and oxides. These superhard mixtures are combined with strong covalent bonds and have very low standard free energy, forming a very stable system, so Solid CBN InsertsBN-K1 material Hardness does not decrease at high temperature.
In addition, CBN inserts have high strength, and the fracture toughness KIC value of CBN is higher than that of ceramics, and the KIC of some grades is even close to cemented carbide. For brittle tool materials, the wear mechanism is brittle fracture, grain boundary fracture will occur on the wear surface, and some grains will be partially broken. At this time, the wear resistance depends on the KIC value of the material. The larger the KIC value, the less likely it is to fracture. When rough turning cast parts, due to the large amount of cutting, to improve efficiency, the depth of cut must be increased. The main cutting force FZ=2000fap, if the cutting depth ap is increased, the cutting force FZ will inevitably increase, which requires the tool to have higher strength; compared with ceramic tools, the overall Solid CBN Inserts are more suitable for high-speed cutting with large depths of cut.
Application
Solid CBN Inserts Intermittent Turning Slurry Pump Impeller Outer Circle
Using the whole Solid CBN Inserts BN-K1 Grade to turn the outer circle of the impeller of the slurry pump, because the impeller has 5 inserts, it is interrupted cutting. The cutting parameters of HLCBN tool are: vc=75m/min, ap=5mm, f=0.1mm/r. During the cutting process, the tool has to withstand 5 impacts per revolution of the impeller, and one blade has to withstand more than 3,000 impacts at a time. The cutting results show that the HLCBN tool does not break after cutting a workpiece. One blade is equivalent to 25 ceramic inserts, which fully demonstrates its heat resistance and impact resistance, which not only greatly reduces the cost of the tool, but also improves the production efficiency. 5 times.
Solid CBN Inserts finish turning the inner hole of the impeller
Using BN-K1 material round insert to finish turning the inner hole, the hole depth is 80mm, cutting parameters: vc=100m/min, ap=1mm, f=0.5mm/r.
The inner hole is finished at one time, and the dimensions of both ends are the same, and there is no tool retraction.
The Solid CBN inserts has good wear resistance, and the consistency of the size of the machined parts is guaranteed; while the ceramic tool requires 3 to 4 cuts to complete, and the blade edge wears quickly during cutting, resulting in increased cutting resistance and tool retraction, which is a serious problem. affects the quality of the machined surface. Tools for machining high chromium cast iro


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools