Introduction:The gear shafts and synchronizers in the gearbox are all steel parts. To ensure their wear resistance and good overall performance, they have been heat treated. After heat treatment, the hardness of the gear shafts and synchronizers are basically between HRC58-63. It is difficult to process, especially when the keyway, oil hole and other parts are intermittent, which not only poses great challenges to the wear resistance of the tool, especially the impact toughness, how does the PCBN blade complete the processing of such intermittent conditions, and Ensuring stability is something that tool companies have been doing. Currently on the market, different series of PCBN inserts products are launched for hardened high-hardness steel parts including but not limited to gears, shafts, synchronizers, etc., and suitable tools are available for continuous-intermittent use.
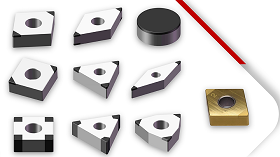
Processing the gearbox Synchronizer / gear shaft after heat treatment with CBN inserts

(1) PCBN inserts BN-H05: excellent wear resistance and is an ideal choice for continuous cutting.
(2) PCBN inserts BN-H10: excellent wear resistance and fracture resistance, suitable for a wider range of applications, continuous-discontinuous.
(3) PCBN inserts BN-H21: excellent fracture resistance and is very suitable for heavy intermittent machining and unstable cutting conditions.
At the same time, Halnn can also provide PCBN inserts such as coating and wiper inserts, adding coatings on the basis of composite PCBN inserts, such as coated PCBN BN-H05 C25 or C65, C75. Compared with uncoated PCBN, the inserts life is increased by at least 40%. Compared with PCBN inserts without wiper, PCBN inserts with wiper can greatly improve the surface roughness of hardened steel parts such as gear shafts and synchronizers.

The following is tool solution for hard turning gear shafts and synchronizers with PCBN inserts
(1) Gear
Workpiece name: planetary wheel;
Material: 20CrMnTi;
Hardness: HRC58-62;
Processing parts: end face, inner hole (medium discontinuity);
Roughness requirements: end face Ra1.6, inner hole Ra0.6 (two-cut processing);
Tool Material: BN-H05 C65 CNGA120404;
Cutting parameters: Vc=166m/min, Ap=0.05mm, Fr=0.065mm/r;
Cutting method: dry cutting;
Conclusion: Compared with a certain brand of coated PCBN inserts, the tool life of BN-H10 C65 coated PCBN inserts is increased by 1.5 times.

(2) Gear shaft
Workpiece material: ETN-27 (gear steel);
Workpiece hardness: HRC58-62;
Processing location: End face inner hole and end face groove (strongly interrupted);
Tool material: BN-H10 CBN grooving Tools;
Cutting parameters: Vc=70-128m /min, Ap=0.05mm, Fr=0.06mm/r;
Cutting method: wet cutting
Conclusion: Compared with imported CBN grooving inserts, the tool life of BN-H10 is 3 times longer, the efficiency is increased by 20%, and it can be used for repeated grinding.

(3) Drive shaft
Workpiece material: 20CrMo;
Workpiece hardness: 62-65HRC;
Selected inserts: BN-H10 VNGA160408;
Cutting parameters: Vc=132m/min, Ap=0.1mm, Fr=0.15mm/r;
Surface quality: Ra1.6;
Cutting method: wet cutting;
Conclusion: The tool life of BN-H10 material is 45% higher than that of KBN25M material.

(4) Synchronizer
Workpiece: synchronizer gear sleeve;
Workpiece material: gear steel;
Workpiece hardness: HRC58-63;
Processing conditions: continuous cutting;
Processing location: gear sleeve groove;
Selection of inserts: BN-H20 VNGA160404;
Cutting parameters: Ap=0.15mm , Fr=0.1mm/r, Vc=170m/min;
Cutting method: dry cutting;
Conclusion: Compared with a certain brand of ceramic inserts, the life of BN-H20 material is 4 times longer, and the efficiency is increased by 40%.


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools