Introduction:The heat processing commonly used in auto gears includes normalizing, quenching and tempering, car burizing, etc. The machining allowance of gears during finishing is generally within 0.3mm. For the machining allowance, performance and quality requirements of Halnn needles, the non-metallic binder CBN inserts BN-H10 and BN-H20 for finishing gears has been developed.
Halnn solution of CBN inserts Hard Turning automobile Gear
1. Heat processing of auto gears
The heat processing commonly used in auto gears includes normalizing, quenching and tempering, car burizing, etc. Normalizing is to remove the internal stress of the material and increase the hardness of the material before processing the parts; Tempering and car burizing are generally after the rough machining of the gear to obtain high surface hardness, high wear resistance and fatigue strength. Choose different heat treatment processes for different materials, among which important gears (such as gearbox wheels 20CrMoTi) need to be carburized and then quenched and tempered to improve wear resistance and fatigue resistance. To ensure the core has sufficient strength and toughness, the hardenability of the material is required to be high, the hardness of the core should be 35-45HRC, and the surface hardness should be 58-64HRC.
2. The processing method of auto gears and the selection of inserts for machining gears
Transmission gear 20CrMoTi material processing route: blanking-forging-normalizing-rough machining-carburizing-quenching+low temperature-finishing-shot peening-grinding-assembly.
Automobile gears not only require high precision and high quality, but also need to ensure processing efficiency during mass production. Therefore, it is particularly important to choose the right tool material.
At present, there are three tool materials on the market, namely coated carbide inserts, ceramic inserts and CBN inserts. The hardness and strength of coated carbide tools are higher than uncoated carbide tools to a certain extent. Cutting tools, it is not recommended to choose coated carbide tools for mass processing, which will affect the processing efficiency. When processing small or small amounts of gears, you can choose suitable coated carbide tools without affecting the processing efficiency.
Ceramic tools are brittle and cannot be cut intermittently, and are suitable for finishing the workpiece with hardness between HRC45-55. Therefore, it is more economical to choose ceramic tools when there is no intermittent cutting and the margin is small.
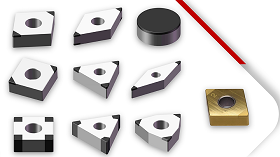
Compared with the above two tools, CBN inserts not only have higher hardness and strength, but also have good wear resistance. Especially the non-metal adhesive CBN inserts developed by Halnn has solved the problem of CBN can only be used for difficult finishing processes.
3. Solution for finishing gears with Halnn CBN inserts
The machining allowance of gears during finishing is generally within 0.3mm. For the machining allowance, performance and quality requirements of Halnn needles, the non-metallic binder CBN inserts BN-H10 and BN-H20 for finishing gears has been developed. The following briefly introduces how to choose the correct tool grades under different working conditions.
1. BN-H05: It is suitable for high-speed continuous fine turning of hardened steel to achieve the effect of turning instead of grinding. It can replace imported CBN tools. The finish can reach Ra0.2, which can withstand high-speed cutting and has high processing efficiency.
2. BN-H10: It is suitable for continuous or slightly intermittent fine turning hardened steel. The advantage is that the wear resistance of the single cutting edge is good, and the smoothness can be achieved within Ra0.4 and accuracy tolerance within 0.02, which can replace imported homogenous product.
3. BN-H21: suitable for strong intermittent finishing machining, that is, the intermittent working condition where the processing surface of the workpiece has a keyway or oil hole, such as: the end face of the gear after quenching (with oil hole), the inner hole of the gear (with keyway) ) The precision turning process is realized by turning instead of grinding. The advantage of this tool is that it can withstand medium interrupted cutting, has good impact resistance, and the precision and roughness of the finished workpiece are good.


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools