Introduction:High-manganese steel is wear-resistant steel. The manganese content is usually between 10% and 18%. M13, M17, and M17 are common high-manganese steel materials. Applications of high manganese steel include quarrying, mining, excavation, coal industry, foundry, and steel industries.
Halnn CBN tools roughing high manganese steel parts
High-manganese steel is wear-resistant steel. The manganese content is usually between 10% and 18%. M13, M17, and M17 are common high-manganese steel materials. Applications of high manganese steel include quarrying, mining, excavation, coal industry, foundry, and steel industries. Typical parts are cone crushers, High Manganese steel Liner, High Manganese steel Roller, High Manganese steel Guard, plate hammer, hammerhead, etc.

High manganese steel is a commonly used wear-resistant steel in machinery industry, these wear partsusually have excellent performance: high strength, high toughness, high wear resistance, but the machinability of high manganese steel is poor, it mainly has the following difficulties:
Plastic deformation, severe processing hardening
Large plasticity, easily to form BUE
Large cutting force, high toughness, not easy to break
Due to the large cutting force, the unit cutting power increases, the heat generated per unit time and high manganese steel itself poor thermal conductivity, the cutting zone temperature up to 1000 ℃, severe tool wear, tool life is low.
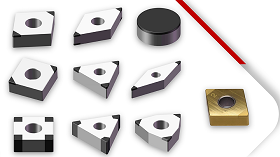
Common used tool holder and CBN inserts for high manganese steel
Machine tool: CNC vertical lathe
Tool holder: 83°CSXNR/L or 75°CSRNR/L
CBN grade: BN-K1 and BN-S20
CBN type: SNMN150716, SNMN120716, RNMN200800
Advantages: Large margin cutting, cutting depth up to 7.5mm, reducing work hardening and improving production efficiency

Common CBN Inserts Models For Manganese Steel Machining
CBN Inserts Models: SNMN150716, RNMN200800
Halnn CBN Grade:
BN-K1(0701):Excellent toughness, wear resistance not well
BN-K1(0308) balance performance
BN-S20 & BN-S200(small inserts),Excellent wear resistance, toughness not well
Recommend Cutting Parameters:
Roughing: ap=5-6mm; Fr=0.4-0.6mm/r; Vc=45-75m/min
Finishing: ap=1-2mm; Fr=0.3-0.5mm/r; Vc=60-100m/min
How can adjust the parameters when the failure mode is not normal?
If the inserts is easily crack, you should make
(1) smaller Fr. (2)Smaller ap (3)Smaller Cutting Speed.
Fr: When the feed rate is too big, the insert will easily crack.
Ap: When Ap>the insert thicknss, the insert will eacily crack
Vc: When Vc is too big, the holder will be easily vibrate, which will make the insert crack.
Application case
 | Workpiece: Crushing Cone |
Material: High Manganese steel |
Insert Type: BN-K1 SNMN150716 |
Cutting parameters: ap=2.5mm, Fr=0.5mm/r, Vc=85m/min |
Processing method: dry cutting |
Insert grade | Cutting speed | Efficiency | Tool Life/edge |
Halnn BN-K1 | 85m/min | 15min/pc | 2pcs |
Carbide Inserts | 20m/min | 65min/pc | 0.5pcs |

 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools