Introduction:The bearing material is generally bearing steel, which is divided into high carbon chromium bearing steel, carburized bearing steel, stainless bearing steel, slewing bearing steel and special performance steel.
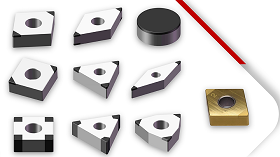
Halnn CBN Cutting inserts and CBN Cutting tools turning bearing
The bearing material is generally bearing steel, which is divided into high carbon chromium bearing steel, carburized bearing steel, stainless bearing steel, slewing bearing steel and special performance steel.

Common bearing steels are GCr15, 42CrMo, 50Mn, which are commonly used materials for large wind power bearings, slewing ring bearings, and metallurgical bearings.
The different types of bearing steel grades are as follows
Name | Type |
High Carbon Chromium Bearing Steel | GCr15 GCr15SiMn GCr15SiMo GCr18Mo |
Carburizing Bearing Steel | G20CrMo(A) G20CrNiMo(A)(C-8620) G20CrNi2Mo(A)(C-4320) G20Cr2Ni4(A) G10CrNi3Mo(A)(E-9310) G20Cr2Mn2Mo(A) |
Stainless bearing steel | 9Cr18 9Cr18Mo 1Cr13~4Cr13 |
Steel for Slewing Ring Bearings | 42CrMo 5CrMnMo 50Mn |
Special performance steel | Cr4Mo4V QBe2 |
Internationally common bearing material grades


Turning bearing insert type is selected according to the bearing type and processing technology. Halnn CBN BN-S20, BN-H11, BN-H200, BN-H20 grades are widely used in bearing turning. The recommended cutting parameters are as follows
Machining workpiece | Recommended cutting parameters | CBN insert Grade |
Cutting speed VC(m/min) | Cutting Depth ap (mm) | Feed Rate Fr(mm/r) |
Bearing | 50-150(Roughing) | 1-10 | 0.1-0.5 | BN-S20 |
90-250(Finishing) | ≤1 | 0.05-0.35 | BN-S200, BN-H200, BN-H11, BN-H10, BN-H10 C25 |
Application case
 | Workpiece: Metallurgical Bearings( GCr15) |
Machining parts: outer circle, inner hole |
Hardness: HRC62 |
Insert Type: BN-H11 DNGA150408 |
Cutting parameters: Vc=140m/min, Fr=0.12mm/r, ap=0.5mm |
Processing method: dry cutting |
Insert grade | Cutting Speed | Tool Life/edge | Roughness |
Halnn BN-H11 | 140m/min | 12pcs | Ra0.8 |
Other Brand CBN | 140m/min | 10pcs | Ra0.8 |
Workpiece: Wheel hub bearing unit Hardness: HRC58-62 Inserts type: BN-H10 C25 CNGA120408 Processing parameters: Vc=180m/min, Fr=0.1mm/r, ap=0.15mm Roughness: ≤Ra0.6 Coated inserts can achieve better cutting performance, improve machining accuracy and life |  |
 | Processing part: Outer ring raceway of wind power bearing
Processing size: 2750mm Workpiece material: CGr15
Hardness: HRC58-63 Roughness: Ra0.4
Roughing
Insert type: BN-H200 RNMN090300
Processing parameters: Vc=190m/min, Fr=0.43mm/r, ap=1mm
Finishing
Insert type: BN-H200 RNMN090300
Processing parameters: Vc=260m/min, Fr=0.2mm/r, ap=0.1mm |
Recommended Cutting parameters:
Small and medium-sized bearings and non-standard bearing inner and outer rings for fine turning (hardness of Gcr15 material is above HRC62)
Recommended grade: BN-H20 (margin <0.5mm); BN-S20 (margin >1mm)
Recommended Cutting parameters: ap=0.1-0.3mm, Fr=0.1-0.12mm/r, Vc=120-180m/min
Turning slewing ring bearing raceway, end face, hardness HRC47-55, margin <2mm
Recommended grade: BN-S200 grade(round insert)
Recommended cutting parameters: ap≤1mm, Fr=0.05-0.35mm/r, Vc =60-250m/min
Processing effect: The tool life is 7 times that of ceramic tools, and the surface roughness is controlled between Ra0.6-1.0
Turning the outer circle and end face of the slewing ring bearing, the hardness is HRC47-55, the channel hardness is HRC55-62, margin ≥ 2mm
Recommended grade: BN-S20 grade
Recommended cutting parameters: ap=1mm, Vc=140 -180m/min
Processing effect: long tool life, can replace rough grinding, surface roughness reaches Ra0.4

 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools