Introduction:The hardness after heat treatment is as high as HRC60 or more, and the selection of tools for hard turning ball screws is very important
Ball screw is one of the important components in various machine tools. The processing process has high requirements on the precision, strength and wear resistance of the ball screw. In particular, the hardness after heat treatment is as high as HRC60 or more, so it is very important to choose a tool for hard turning of ball screws. At present, CBN inserts (tools) are ideal tools for hard turning of lead screws. Let’s introduce CBN inserts (tools) for hard turning of ball screws. advantages and parameters
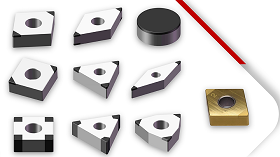
Halnn CBN Tools for Roughing/Finishing Ball Screws

1. Processing technology of ball screw
The traditional machining process is: forging - annealing - cutting (rough turning, semi-finishing outer circle, threading) - heat treatment - grinding (rough grinding, semi-finishing, fine grinding outer circle, thread) - inspection. There are several failures in the middle.
New processing technology of ball screw (hard turning/milling): The turning/milling process is used instead of the grinding process, and the ball screw shaft head and thread are turned/milled, and the efficiency is significantly improved.
The new machining process of the ball screw is: forging - annealing - cutting (rough turning, semi-finishing outer circle, thread) - heat treatment - finishing (rough turning outer circle, thread) - inspection.

2. Introduction of CBN tool material for hard turning ball screw
The tool material for hard turning ball screws needs to have high hardness, good wear resistance and strong impact toughness. According to the above requirements, Solid CBN InsertsBN-S20 material is recommended. This material uses pure ceramic as a binder. CBN sintered body, which is synthesized at high temperature and high pressure, has better impact resistance. Secondly, CBN adopts nano-scale ultra-fine grains, which makes it more excellent in wear resistance. And the realization of large margin cutting not only saves the annealing process and secondary quenching process, but also solves the problem of grinding.
At the same time, according to the requirements of the ball screw thread (ball screw grooving), the composite CBN blade BN-H10 material is recommended. This material has high temperature resistance and good wear resistance. The blade can be customized according to the requirements of the ball screw to make it more efficient. Greatly improved. Guaranteed tooth profile error within 0.003mm.
CBN Insert Cutting Parameter Range for Hard Turning Ball Screws
Hard turning ball screws are divided into roughing and finishing. Generally, the Margin of the shaft head is large, and Solid CBN Inserts BN-S20 material is selected. If the Margin is less than 0.5mm, composite CBN inserts BN-H05 and other materials are recommended. The specific cutting parameters are as follows:
3. Advantages of hard milling ball screw CBN inserts
The ball screw is a typical part that is mainly based on grinding technology. It is of great significance to study its milling instead of grinding for the entire ball screw industry.
Cyclone milling and milling of ball screw thread raceway is copy milling. Through the high-speed rotation of multiple forming CBN tools installed on the milling cutter head, the material of the workpiece to be processed is removed layer by layer, so that the ball thread raceway is formed.
The milling method is down milling and intermittent cutting.
The process of whirling thread milling is a process in which the machine tool forms a space thread surface through continuous multi-axis motion, specifically:
The hard milling thread process is to form and mill the thread raceway at one time, which not only reduces the process, but also does not need to repeatedly trim the tool and straighten it, which reduces the time share of thread processing to a certain extent, thereby greatly shortening the ball screw processing cycle. Improve processing efficiency.

4. Hard rotary milling is especially suitable for semi-finishing long lead screws and lead screws with a large aspect ratio. Its characteristics are:
The threaded raceway can be milled and formed at one time, and the workpiece can be directly ground, reducing the semi-finishing process.
The rotation speed of the workpiece is low, and there are multiple milling cutters on the milling cutter head. The milling cutters are processed at a speed of 180-240m/min, and the production efficiency is higher than that of the hard turning process. Compared with turning, only one tool is involved in cutting, while in milling, up to 12 tools can participate in the cutting process, so that the cutting resistance on each tool is significantly reduced, and workpiece vibration and bending deformation can also be avoided.
More than 90% of the cutting heat of rotary milling can be taken away by the iron pin instantly, the cutting heat will not be transmitted to the lead screw, and the lead screw raceway will not be burnt and annealed during grinding.
No cooling is required during milling, and no oil fume is generated to pollute the working environment.
A milling cutter can cut a helix with a length of about 500m (equivalent to 8-10 lead screws with a thread length of 3000mm and a pitch of 10mm).
Compared with turning tools, milling cutters are more expensive, and blade grinding is complicated, but tool manufacturers can provide blade grinding services.
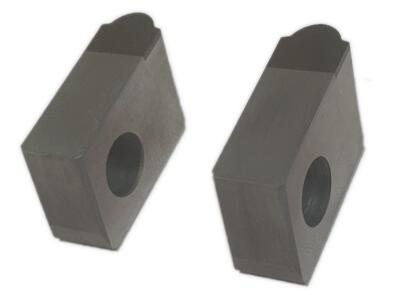
5. Dressing rollers for grinding ball screw grinding wheels
At present, many factories use the grinding method to process the ball screw, which can reach the surface roughness within Ra0.2.
The truncated shape of the spiral water groove of the ball screw is a single quotation mark or a double arc. The contact area between the workpieces is large and the grinding heat is relatively large. Generally, white corundum grinding wheels are selected for coarse grain size and slightly soft hardness, especially for large holes. Grinding wheels are especially ideal.
After a long time of grinding the ball screw, the grinding wheel also needs to be trimmed to better ensure the accuracy of the ball screw. At this time, the HNT diamond dressing roller comes in handy. The HNT diamond dressing roller is specially developed for dressing the grinding wheel. It is a non-standard product and is customized according to the shape of the grinding wheel. The HNT diamond dressing rollers commonly used in the ball screw industry are as follows


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools