Introduction:High-speed steel, as a tool steel material with high hardness, high wear resistance and high compressive strength, occupies a pivotal position in the field of metal processing. It is widely used in manufacturing various cutting tools, molds and other high-strength tools. This article will deeply explore the features of Halnn CBN inserts for processing high-speed steel, and demonstrate its application effects in different scenarios through specific cases.
Processing characteristics of high-speed steel
High speed steel. Generally abbreviated as HSS, it is a tool steel with high hardness, high wear resistance and high heat resistance. The hardness is generally HRC65-HRC68; its main application is to make metal processing cutting tools, cold extrusion dies and Cold pier press molds, rolls, etc.; Halnn has accumulated a large number of successful cases and processing experience.
Processing case of CBN insert high speed steel
Case 1: CBN insert BN-S20 processing high-speed steel roll case

Processing difficulties: (1) High hardness, (2) Large machining allowance (3) High grooving cutting resistance (4) Parts have intermittent cutting impact, and the inserts are prone to chipping.
Processing material: high speed steel Workpiece hardness: HSD90
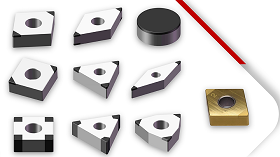
Selected insert: BN-S20 RCMX120700
Cutting parameters: Fr=0.20mm/r, Vc=35m/min, dry cutting
Tool material | Tool life | final failure form |
HalnnBN-S20 | 25 | normal abrasion |
CBN Other brands | 12 | damaged broken |
Case 2: CBN insert BN-H10 processing powder high-speed steel case
Difficulty in processing: For a powder high-speed steel mold with a hardness of HRC67-HRC65 after quenching and heat treatment, using a CBN inserts, the upper surface suffered severe delamination and wear due to high temperature, and only one piece could be processed.
Halnn adopts tool material BN-H10 (a tool material grade that can withstand medium intermittent cutting), and the cutting effect is very good. It has also changed it to an R1.6 tool tip arc. One tool head can process 3-5 workpieces, and the customer is satisfied.
Case 3: Successful case of CBN insert BN-H21 processing imported high-speed steel
Machine tool: OKUMA Parts material: Imported high-speed steel (hardness after heating HRC63-65)
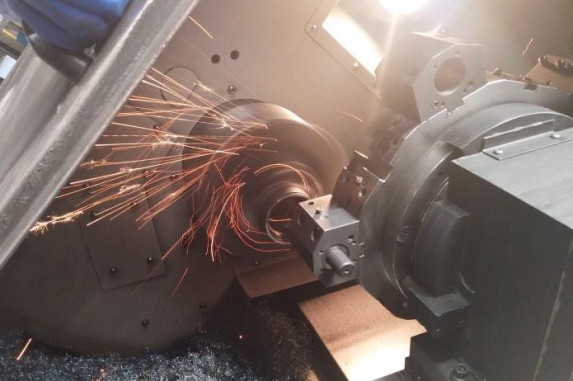
Processing difficulties: 1. Intermittent cutting (as shown in the figure of the tooth shape, flat head) as shown in Figure 2. The dimensional tolerance is extremely strict 0.005mm;
Processing hardness HRC65 Processing part: outer circle (strong interrupted cutting)
Selected insert: BN-H21 CNGA120408
Cutting parameters: Fr=0.10mm/r, Vc=35~60m/min ap=0.15mm, dry cutting
Tool material | Tool life | final failure form |
HalnnBN-H21 | 5 | normal abrasion |
CBN Other brands | <1 | damaged broken |
Halnn experience summary:
1. When processing ultra-high hardness parts and severe intermittent cutting conditions, the cutting speed should not be too high.
2. If the dimensional tolerance is less than 0.01, cooling is generally required, otherwise the thermal expansion and contraction of the size will be unstable. BN-H21 and BN-H10 grade CBN inserts can accept air cooling or even and sufficient oily coolant.

 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Language
Language  Cast Iron Materials Cutting Tools
Cast Iron Materials Cutting Tools