WhatsApp:8613271562251
WhatsApp:8613271562251  Correo electrónico:service@halnn-group.com
Correo electrónico:service@halnn-group.com  Idioma
Idioma
Inicio
Acerca de Halnn
Noticias
Productos
Soluciones
Vídeo
Contáctenos
Búsqueda
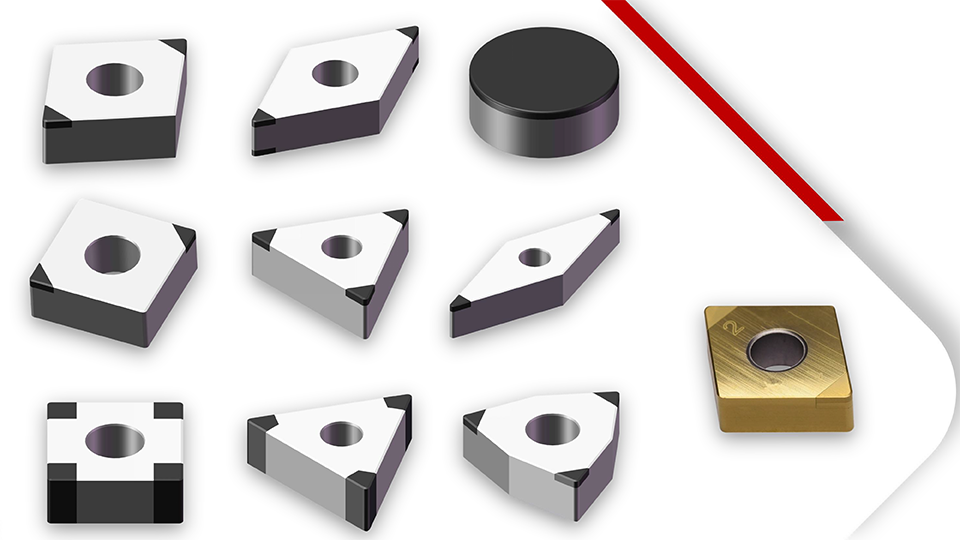
 Materiales de hierro fundido Herramientas CBN
Materiales de hierro fundido Herramientas CBN
Fundición gris Insertos especi...
Mandrinado/Ranurado Plaquitas ...
Materiales de acero duro Herramientas CBN
Acabado de insertos de acero e...
Desbaste de acero de alta dure...
Fresado de herramientas de ace...
Ranurado/mandrinado de acero e...
Herramientas especiales para j...
Insertos especiales para husil...
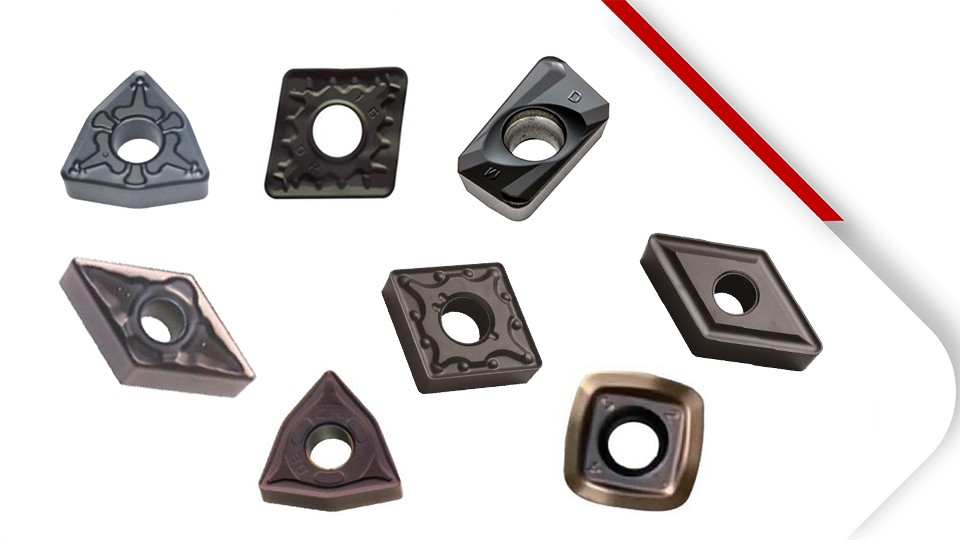
Herramientas para materiales difíciles de procesar
Insertos de carburo de alta ga...
Herramientas especiales para m...
Herramientas especiales para l...
Taladro de pistola y taladro d...