Consejos:La dureza después del tratamiento térmico es tan alta como HRC60 o más, y la selección de herramientas para husillos de bolas de torneado duro es muy importante.
El husillo de bolas es uno de los componentes importantes en varias máquinas herramienta. El proceso de procesamiento tiene altos requisitos de precisión, fuerza y resistencia al desgaste del husillo de bolas. En particular, la dureza después del tratamiento térmico es tan alta como HRC60 o más, por lo que es muy importante elegir una herramienta para el torneado duro de husillos de bolas. En la actualidad, las plaquitas (herramientas) de CBN son herramientas ideales para el torneado en duro de tornillos de avance. Introduzcamos las plaquitas CBN (herramientas) para el torneado duro de husillos de bolas. ventajas y parametros
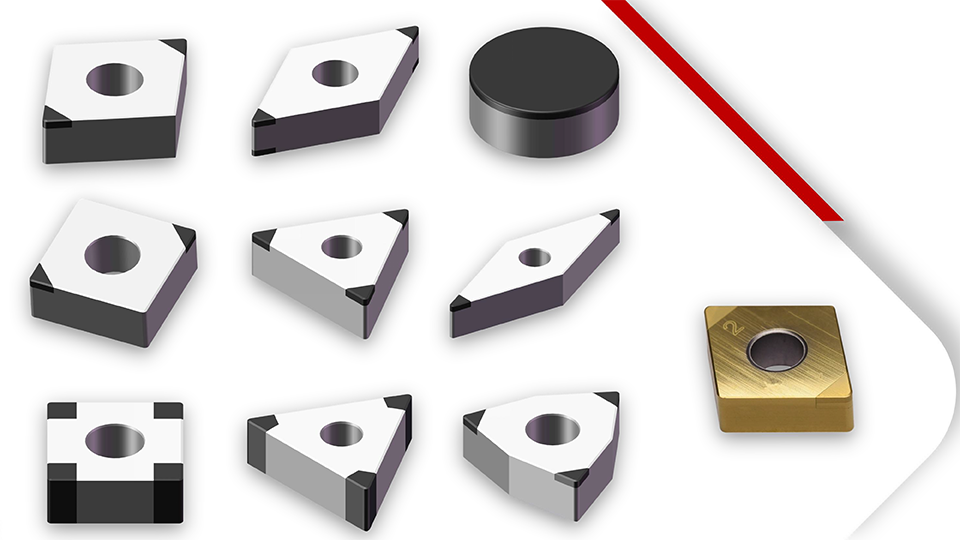
Herramientas Halnn CBN para desbaste/acabado de husillos de bolas

1. Tecnología de procesamiento de husillo de bolas
El proceso de mecanizado tradicional es: forja - recocido - corte (torneado en bruto, semiacabado del círculo exterior, roscado) - tratamiento térmico - rectificado (desbastado, semiacabado, rectificado fino del círculo exterior, roscado) - inspección. Hay varios fracasos en el medio.
Nueva tecnología de procesamiento de husillo de bolas (torneado duro/fresado): el proceso de torneado/fresado se utiliza en lugar del proceso de rectificado, y la cabeza del eje del husillo de bolas y la rosca se tornean/fresan, y la eficiencia mejora significativamente.
El nuevo proceso de mecanizado del husillo de bolas es: forjado - recocido - corte (torneado en bruto, semiacabado del círculo exterior, rosca) - tratamiento térmico - acabado (torneado en bruto del círculo exterior, rosca) - inspección.

2.Introducción del material de herramienta CBN para husillos de bolas de torneado duro
El material de la herramienta para husillos de bolas de torneado duro debe tener alta dureza, buena resistencia al desgaste y fuerte resistencia al impacto. De acuerdo con los requisitos anteriores, se recomienda el material Solid CBN InsertsBN-S20. Este material utiliza cerámica pura como aglutinante. El cuerpo sinterizado de CBN, que se sintetiza a alta temperatura y alta presión, tiene una mejor resistencia al impacto. En segundo lugar, CBN adopta granos ultrafinos a nanoescala, lo que lo hace más excelente en resistencia al desgaste. Y la realización del corte de gran margen no solo ahorra el proceso de recocido y el proceso de enfriamiento secundario, sino que también resuelve el problema de la molienda.
Al mismo tiempo, de acuerdo con los requisitos de la rosca del husillo de bolas (ranurado del husillo de bolas), se recomienda el material compuesto CBN Blade BN-H10. Este material tiene resistencia a altas temperaturas y buena resistencia al desgaste. La hoja se puede personalizar de acuerdo con los requisitos del husillo de bolas para que sea más eficiente. Gran mejora. Error de perfil de diente garantizado dentro de 0.003 mm.
Rango de parámetros de corte de plaquitas CBN para husillos de bolas de torneado duro
Los husillos de bolas de torneado duro se dividen en desbaste y acabado. En general, el margen de la cabeza del eje es grande y se selecciona el material BN-S20 de insertos sólidos de CBN. Si el margen es inferior a 0,5 mm, se recomiendan insertos de CBN compuesto BN-H05 y otros materiales. Los parámetros de corte específicos son los siguientes:
3. Ventajas de los insertos CBN de husillo de bolas de fresado duro
El husillo de bolas es una pieza típica que se basa principalmente en la tecnología de rectificado. Es de gran importancia estudiar su fresado en lugar de rectificado para toda la industria de husillos de bolas.
El fresado ciclónico y el fresado de la pista de rodadura de la rosca del husillo de bolas es un fresado de copia. A través de la rotación de alta velocidad de las múltiples herramientas CBN de formación instaladas en el cabezal de fresado, el material de la pieza de trabajo que se va a procesar se elimina capa por capa, de modo que se forma la pista de rodadura de la rosca esférica.
El método de fresado es fresado descendente y corte intermitente.
El proceso de fresado giratorio de roscas es un proceso en el que la máquina herramienta forma una superficie de rosca espacial a través de un movimiento continuo de varios ejes, específicamente:
El proceso de roscado de fresado duro consiste en formar y fresar la pista de rodadura de la rosca al mismo tiempo, lo que no solo reduce el proceso, sino que tampoco es necesario recortar la herramienta y enderezarla repetidamente, lo que reduce en cierta medida el tiempo compartido del procesamiento de la rosca. , lo que acorta en gran medida el ciclo de procesamiento del husillo de bolas. Mejorar la eficiencia del procesamiento.

4.El fresado rotativo duro es especialmente adecuado para el semiacabado de tornillos de avance largos y tornillos de avance con una gran relación de aspecto. Sus características son:
La pista de rodadura roscada se puede fresar y formar al mismo tiempo, y la pieza de trabajo se puede rectificar directamente, lo que reduce el proceso de semiacabado.
La velocidad de rotación de la pieza de trabajo es baja y hay varias fresas en el cabezal de fresado. Las fresas se procesan a una velocidad de 180-240 m/min y la eficiencia de producción es mayor que la del proceso de torneado duro. En comparación con el torneado, solo una herramienta está involucrada en el corte, mientras que en el fresado, hasta 12 herramientas pueden participar en el proceso de corte, por lo que la resistencia de corte en cada herramienta se reduce significativamente y también se puede evitar la vibración de la pieza de trabajo y la deformación por flexión.
Más del 90% del calor de corte del fresado rotatorio puede ser eliminado instantáneamente por el pasador de hierro, el calor de corte no se transmitirá al tornillo de avance y la pista de rodadura del tornillo de avance no se quemará ni recocerá durante el rectificado.
No se requiere refrigeración durante la molienda y no se generan vapores de aceite que contaminen el entorno de trabajo.
Una fresa puede cortar una hélice con una longitud de aproximadamente 500 m (equivalente a 8-10 tornillos de avance con una longitud de rosca de 3000 mm y un paso de 10 mm).
En comparación con las herramientas de torneado, las fresas son más caras y el rectificado de cuchillas es complicado, pero los fabricantes de herramientas pueden proporcionar servicios de rectificado de cuchillas.
5. Rodillos rectificadores para muelas abrasivas de husillo de bolas
En la actualidad, muchas fábricas utilizan el método de rectificado para procesar el husillo de bolas, que puede alcanzar la rugosidad de la superficie dentro de Ra0.2.
La forma truncada de la ranura de agua en espiral del husillo de bolas es una comilla simple o un arco doble. El área de contacto entre las piezas de trabajo es grande y el calor de molienda es relativamente grande. En general, las muelas abrasivas de corindón blanco se seleccionan por su tamaño de grano grueso y su dureza levemente suave, especialmente para orificios grandes. Las muelas abrasivas son especialmente ideales.
Después de mucho tiempo de rectificar el husillo de bolas, también es necesario recortar la muela abrasiva para garantizar mejor la precisión del husillo de bolas. En este momento, el rodillo diamantado HNT resulta útil. El rodillo rectificador de diamante HNT está especialmente desarrollado para rectificar muelas abrasivas. Es un producto no estándar y se personaliza según la forma de la muela abrasiva. Los rodillos diamantados HNT comúnmente utilizados en la industria de husillos de bolas son los siguientes


 WhatsApp:8613271562251
WhatsApp:8613271562251  Correo electrónico:service@halnn-group.com
Correo electrónico:service@halnn-group.com  Idioma
Idioma  Materiales de hierro fundido Herramientas CBN
Materiales de hierro fundido Herramientas CBN