Verbundwerkstoffe sind neue Materialien, die durch Optimierung der Kombination von Materialkomponenten mit unterschiedlichen Eigenschaften unter Verwendung fortschrittlicher Materialaufbereitungstechnologien gebildet werden.
Die Matrixmaterialien von Verbundwerkstoffen werden in zwei Kategorien eingeteilt: Metalle und Nichtmetalle.
Üblicherweise verwendete Metallsubstrate sind Aluminium, Magnesium, Kupfer, Titan und deren Legierungen;
Nichtmetallische Substrate umfassen hauptsächlich Kunstharz, Gummi, Keramik, Graphit, Kohlenstoff usw.;
Zu den Verstärkungsmaterialien gehören hauptsächlich Glasfasern, Kohlefasern, Borfasern, Aramidfasern, Siliziumkarbidfasern, Asbestfasern, Whisker, Metall usw.
Verbundwerkstoffe mit hoher Härte werden aufgrund der hervorragenden Leistung in der Automobilindustrie, der Luft- und Raumfahrtindustrie, der Windkraftindustrie, der Industrieproduktindustrie, der Transportindustrie, der Sportausrüstung und anderen Industrien eingesetzt.
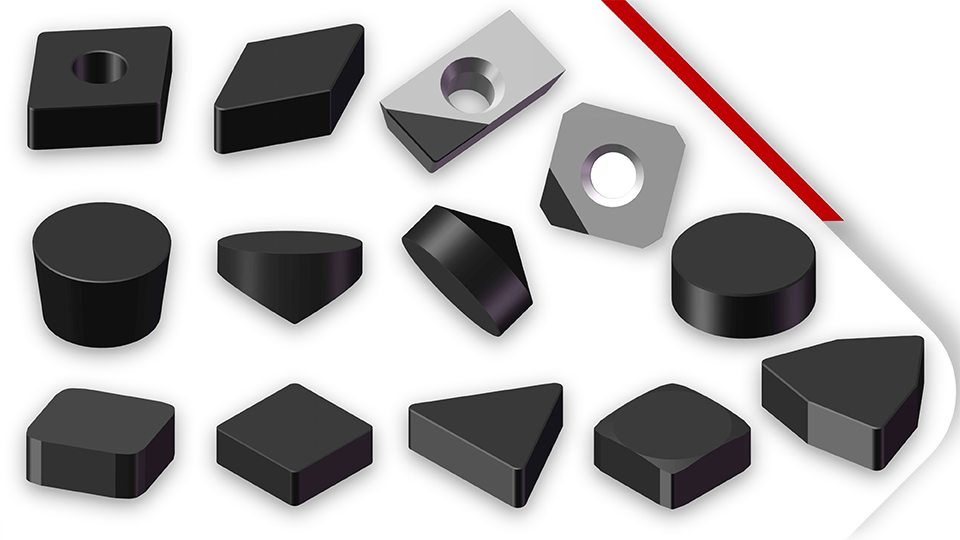
Halnn Tools kann eine Vielzahl von strukturierten Diamantwerkzeugen für Verbundwerkstoffe anbieten, Verbundwerkstoffe effizient verarbeiten, eine höhere Oberflächenqualität und eine längere Werkzeuglebensdauer erzielen.

Vorteile von Halnn PCD Tools verarbeiten Verbundwerkstoffe mit hoher Härte
1. Die speziellen Verarbeitungswerkzeuge für Halnn-Verbundwerkstoffe haben eine ultrahohe Härte und extreme Verschleißfestigkeit, ein professionelles Kantendesign, behalten die Geometrie und Schärfe der Schneide bei, haben eine lange Lebensdauer des Werkzeugs und behalten die Schärfe der Schneide bei Produktqualität zu gewährleisten. Form- und Maßhaltigkeit.
2.Halnn PCD Tools können Verbundwerkstoffe mit hoher Effizienz verarbeiten und das Reißen von Verbundwerkstoffen vermeiden; Das optimierte Schneidkanten- und Hochgeschwindigkeits-Schneidkantendesign kann den Schnittwiderstand effektiv reduzieren und Probleme wie Drahtziehen und Flusen vermeiden.
3.Halnn PCD-Werkzeuge haben eine ausgezeichnete Verschleißfestigkeit und behalten eine scharfe Schneidkante bei, die Fasern effektiv schneiden, eine hohe Oberflächengüte gewährleisten, die Nebenzeiten wie das Schärfen von Werkzeugen und Polieren reduzieren, die Arbeitsintensität der Bediener verringern und die Produktivität erheblich verbessern können.

Entsprechend den Verarbeitungseigenschaften von Verbundwerkstoffen empfiehlt Halnn die Prozessparameter wie folgt:
Materialien | Note empfehlen | Prozessparameter |
Vc(m/min) | Fr(mm/r) | Ap(mm) |
Verstärkter Kunststoff | CDW010 | CDW302 | CDW025 | CDW002 | 100-1000 | 0.05-0.3 | 0.1-2.0 |
Verbundwerkstoff | CDW302 | CDW025 | CDW010 |
| 200-2000 | 0.05-0.3 | 0.1-3.0 |
Kohlefaserverbundwerkstoff verarbeiten
Fasern werden hauptsächlich Harzen, Metallen, Keramiken, Beton und anderen Materialien als Verstärkungsmaterialien zugesetzt, um Verbundmaterialien zu bilden. Kohlefaser ist zum wichtigsten Verstärkungsmaterial für fortschrittliche Verbundwerkstoffe geworden. Da Kohlefaserverbundwerkstoffe die Eigenschaften Leichtigkeit und Festigkeit, Leichtigkeit und Steifigkeit, Hochtemperaturbeständigkeit, Korrosionsbeständigkeit, Ermüdungsbeständigkeit, gute strukturelle Dimensionsstabilität, gutes Design und großflächige integrale Formgebung aufweisen, wurden sie in großem Umfang in der Luft- und Raumfahrt eingesetzt Verteidigung , Militär- und Zivilindustrie. sind in verschiedenen Bereichen weit verbreitet.
Als Lösungsanbieter in der Maschinenindustrie und Verfechter des Umweltschutzes führt Halnn Superhard weiterhin unabhängig Innovationen ein, verbessert die zentrale Wettbewerbsfähigkeit seiner Produkte und erweitert seine Serviceziele schrittweise auf verschiedene Branchen. Wir sind bestrebt, qualitativ hochwertige, leistungsstarke Werkzeugprodukte bereitzustellen, die den immer unterschiedlicheren Anforderungen der Kunden gerecht werden, damit die Welt keine schwer zu bearbeitenden Materialien mehr hat. Für die Bearbeitung von Kohlefaserverbundwerkstoffen hat Halnn Superhard ein neuartiges PKD-Werkzeug entwickelt, das eine hervorragende Verschleißfestigkeit, Kantenfestigkeit und Kantenqualität aufweist und Kohlefaserverbundwerkstoffe mit längerer Standzeit effizient bearbeiten kann.
Halnn Superhard empfiehlt Diamantwerkzeuge (PCD), PCD-Werkzeuge der Sorten CDW010, CDW025 und CDW302.
CDW010 ist eine universell einsetzbare PKD-Sorte mit guter Zähigkeit und hoher Verschleißfestigkeit, geeignet für die Grob- und Feinbearbeitung;
CDW025 ist eine grobkörnige PKD-Sorte mit hoher Verschleißfestigkeit und scharfer Schneidkante, geeignet für die Schruppbearbeitung;
CDW302 ist eine PKD-Sorte mit einer gemischten Partikelgröße von 2–30 Mikron. Es hat eine ausgezeichnete Verschleißfestigkeit, Kantenfestigkeit und Kantenqualität und eignet sich für Schruppbearbeitungsprozesse, die eine höhere Verschleißfestigkeit erfordern.
Halnn PCD-Bohrer können besser in verstärkte Kohlefaser-Verbundwerkstoffe hinein- und herausbohren, wodurch der Delaminationstrend von Kohlefaser-Verbundwerkstoffen reduziert wird. Um Kohlefasern besser zu schneiden, können mit diesem Werkzeugtyp PKD in VHM-Bohrern verschweißt werden. Um eine bessere Verschleißfestigkeit zu erzielen, kann die Schärfe des Werkzeugs während der Bearbeitung lange erhalten bleiben.
Bohrwerkzeuge aus Kohlefaserverbundwerkstoffen: Diamant-PCD-Bohrer, Diamant-Bohrer, Diamant-Spiralbohrer, Diamant-Stufenbohrer usw. unter Verwendung von importiertem PCD-Schwarz als Schneide mit guter Verschleißfestigkeit, Wolframkarbid als Matrix, Das Hartmetallsubstrat hat eine gute Steifigkeit und Maßgenauigkeit, wodurch die Bearbeitungsqualität beim Bohren und Fräsen sichergestellt werden kann, und der Innenkühlkanal (interne Spiralkühlung) soll die Kühlleistung verbessern. Es ist sehr wichtig, die Verarbeitungseffizienz zu verbessern, was für die Bohrverarbeitung von Kohlenstofffaser-Verbundwerkstoffen sehr wichtig ist.
Glasfaserverbundwerkstoffe verarbeiten
Glasfaserverbundmaterial hat die Vorteile geringer Dichte, hoher Härte und hoher Festigkeit, aber das Material ist schwer zu schneiden, hat eine schlechte Wärmeleitfähigkeit, starken Werkzeugverschleiß, geringe Verarbeitungseffizienz und verschlechterte Schneidbedingungen. Beispielsweise sind beim Schneidprozess von Glasfaserverbundwerkstoffen auf Harzbasis die Hauptfaktoren, die die Werkzeuglebensdauer beeinflussen, die Schneidwärme, Reibung und der Schneiddruck der Schneidkante, während die Hartpartikel-Glasfasern in Glasfaserverbundwerkstoffen auf Harzbasis ähnlich sind die in Schleifscheiben. Zum Schleifen des Werkzeugs werden Schleifmittel verwendet, was zu einem beschleunigten Werkzeugverschleiß und einer Verschlechterung der Schnittbedingungen führt. Darüber hinaus kann aufgrund der Anforderungen einiger Spezialteile beim Schneiden kein Kühlmittel verwendet werden, was das Schneiden schwieriger macht.
Die Leistung des Halnn PCD-Tools ist sehr stabil. Die Oberflächenbeschaffenheit der bearbeiteten Teile ist gut, Trockenschneiden und Nassschneiden sind akzeptabel, und die Oberflächenbeschaffenheit der bearbeiteten Teile kann die Anforderungen ohne Schleiftuchpolieren erfüllen, was die Arbeitsintensität des Bedieners erheblich verringert. Gleichzeitig wird beim Schärfen des Werkzeugs die Nebenzeit wie Polieren ebenfalls stark reduziert, wodurch die Bearbeitungskosten gesenkt werden
Anwendungsfall – Werkzeuglösung für Rotorblätter von Windkraftanlagen für typische Anwendungen von Verbundwerkstoffen
Windkraftblätter aus glasfaserverstärkten Verbundwerkstoffen sind viel besser als herkömmliches Aluminium, Stahl und Holz in Bezug auf Leistung, Verschleißfestigkeit, Hochtemperaturbeständigkeit und Korrosionsbeständigkeit und sind die Hauptmaterialien, die in der Windkraftindustrie verwendet werden. eines. Darunter ist das Diamantwerkzeugschema für die Bearbeitung von Glasfaser-Windturbinenblättern wie folgt:
(1) Blattwurzelbearbeitung: Reibblatt mit PCD CDW010 Grade, häufig verwendete Modelle sind: WCMT06T3, WCMT0905
(2) Fräsen der Endfläche der Blattwurzel: Nachdem die Blattwurzel gesägt wurde, ist die Oberfläche nicht eben, und die Endfläche der Wurzel des Windturbinenblatts muss mit einem Diamantfräsblatt gefräst werden. Gängige Klingenmodelle: CDW010 Sorte SEHT1204 und SPMT16T4.
(3) Spezielle Bohrwerkzeuge für Windkraftblätter: Diamant-Galvanik-Reibahle


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Sprache
Sprache  Gusseisenwerkstoffe CBN-Werkzeuge
Gusseisenwerkstoffe CBN-Werkzeuge