Einführung:Gusseisen mit hohem Chromgehalt, verschleißfeste Gusseisenlegierungen, Hartguss und andere schwer zu bearbeitende Materialien werden in großem Umfang in der Elektrizitäts-, Metallurgie-, Kohle-, Bau- und anderen Industrien verwendet.
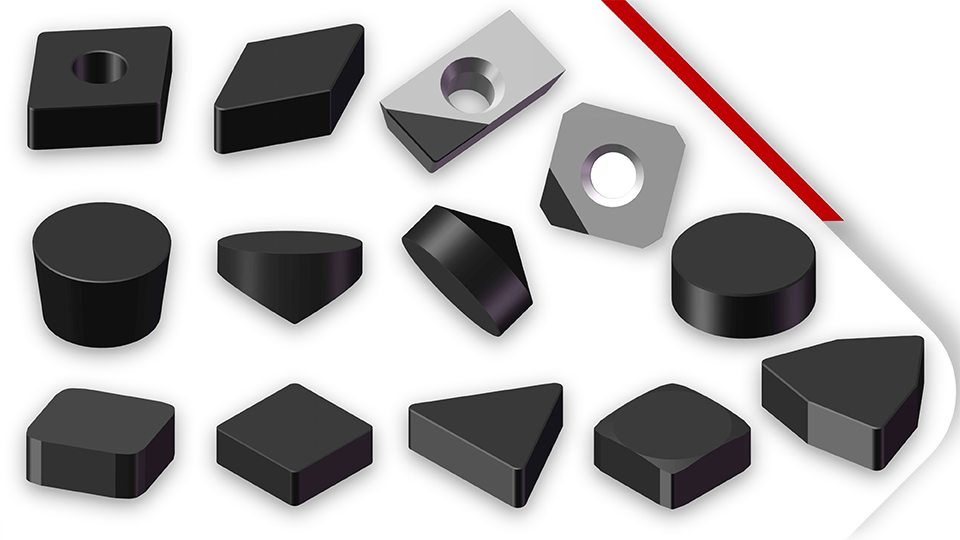
Massive CBN-Wendeschneidplatten zur Bearbeitung von Gusseisenwerkstoffen mit hohem Chromgehalt (CBN-Wendeschneidplatten V Keramik-Wendeschneidplatten)
Gusseisen mit hohem Chromgehalt, verschleißfeste Gusseisenlegierungen, Hartguss und andere schwer zu bearbeitende Materialien werden in großem Umfang in der Elektrizitäts-, Metallurgie-, Kohle-, Bau- und anderen Industrien verwendet. Mit der Entwicklung der Nanotechnologie für kubisches Bornitrid (CBN) und der Innovation der Synthesetechnologie entscheiden sich immer mehr Kunden für die Verwendung von CBN-Wendeschneidplatten BN-K1 zur Bearbeitung von Gusseisen mit hohem Chromgehalt/Weißguss. Im Vergleich zu Keramikeinsätzen haben Voll-CBN-Einsätze der Klasse BN-K1 eine höhere Härte, Verschleißfestigkeit, Schlagfestigkeit und Druckfestigkeit. Zu den wichtigsten synthetischen Arten von PCBN-Einsatzmaterialien gehören Polywafer (Einsätze aus CBN und Bindemittel synthetisiert) und Verbundplatten (CBN-Verbundeinsätze auf der Basis von Hartmetall). Eine Vielzahl von Fakten belegen: Der Werkstoff BN-K1 aus polykristallinem kubischem Bornitrid ist ein ideales Werkzeug für die hocheffiziente und qualitativ hochwertige Bearbeitung von Gusseisen und Hartstahl (über 45HRC).

Vergleich der Schneidphänomene zwischen CBN-Wendeschneidplatten und Keramik-Wendeschneidplatten
Wenn Solid CBN Inserts BN-K1 Grade Cr26 dreht, werden die Späne am Anfang gebrochen. Nach 10 bis 15 Minuten ist die Schneidkante leicht abgenutzt und das Phänomen der Spanverlängerung beginnt. Gleichzeitig ändert sich die Farbe der Chips von Goldgelb zu Hellblau oder Dunkelblau, der Prozess der Wendeplattenbearbeitung des Werkstücks wird vom reinen Schneiden in die Koexistenz von Schneiden und Extrudieren umgewandelt, was sich vom reinen Extrusionsphänomen von Keramik unterscheidet Werkzeug.
Solide CBN-Einsätze BN-K1 Grade haben einen klaren Klang ohne das raue Geräusch von Keramikwerkzeugen. Solide CBN-Wendeschneidplatten hatten keine offensichtlichen Lücken an der Flanke, während Keramikwerkzeuge Lücken an der Flanke hatten, die sich schnell erweiterten. Die Oberflächenrauheitswerte für massive CBN-Wendeschneidplatten sind konstant, während die Oberflächenrauigkeitswerte für Keramikwerkzeuge mit der Bearbeitungszeit zunehmen.
Vergleichende Analyse der Leistung von CBN-Wendeschneidplatten und Keramik-Wendeschneidplatten
Solide CBN-Wendeschneidplatten der Sorte BN-K1 haben viele Vorteile gegenüber Keramikschneidplatten. Zunächst einmal ist seine Härte hoch, im Allgemeinen etwa 3500 HV, was dem 2-fachen von Keramikeinsätzen und dem 4-fachen von Legierungseinsätzen entspricht. Die Hitzebeständigkeit von CBN kann 1400 ~ 1500 ℃ erreichen, und die Härte von PCBN bei 1000 ℃ ist sogar höher als die von Keramik und Hartmetall bei Raumtemperatur.
Massive CBN-Wendeschneidplatten der Sorte BN-K1 können Hochtemperaturlegierungen und gehärtete Stähle mit einer Geschwindigkeit schneiden, die 3- bis 5-mal höher ist als die von Hartmetallwerkzeugen, was auch die Voraussetzungen für das Hochgeschwindigkeitsschneiden von massiven CBN-Wendeschneidplatten der Sorte BN-K1 schafft.
Zweitens hat das BN-K1-Material eine gute Verschleißfestigkeit. Das kubische Bornitrid ist ein Nichtmetallborid, und die Kristallstruktur gehört zum kubischen Kristallsystem. Die Stickstoff- und Boratome sind kovalent aneinander gebunden, um eine gesättigte Struktur aus vier Paaren zu bilden. Der bei hoher Temperatur gebildete PCBN-Sinterkörper enthält Nitride, Boride und Oxide. Diese superharten Mischungen werden mit starken kovalenten Bindungen kombiniert und haben eine sehr niedrige freie Standardenergie, wodurch ein sehr stabiles System gebildet wird, sodass die Härte des Solid CBN InsertsBN-K1-Materials bei hoher Temperatur nicht abnimmt.
Darüber hinaus haben CBN-Wendeschneidplatten eine hohe Festigkeit und der KIC-Wert der Bruchzähigkeit von CBN ist höher als der von Keramik, und der KIC einiger Sorten ist sogar nahe dem von Hartmetall. Bei spröden Werkzeugmaterialien ist der Verschleißmechanismus Sprödbruch, Korngrenzenbruch tritt auf der Verschleißoberfläche auf und einige Körner werden teilweise gebrochen. Zu diesem Zeitpunkt hängt die Verschleißfestigkeit vom KIC-Wert des Materials ab. Je größer der KIC-Wert ist, desto weniger wahrscheinlich ist es, dass es bricht. Beim Schruppdrehen von Gussteilen muss aufgrund der großen Zerspanungsmenge die Schnittiefe erhöht werden, um die Effizienz zu verbessern. Die Hauptschnittkraft FZ = 2000fap, bei Erhöhung der Schnitttiefe ap steigt zwangsläufig die Schnittkraft FZ, was eine höhere Festigkeit des Werkzeugs erfordert; Im Vergleich zu Keramikwerkzeugen eignen sich die massiven CBN-Wendeschneidplatten insgesamt besser für das Hochgeschwindigkeitsschneiden mit großen Schnitttiefen.
Anwendung
Solide CBN-Einsätze Intermittierend drehender Außenkreis des Schlammpumpen-Laufrads
Verwenden Sie die gesamten massiven CBN-Einsätze BN-K1 Grade, um den Außenkreis des Laufrads der Schlammpumpe zu drehen, da das Laufrad 5 Einsätze hat, wird der Schnitt unterbrochen. Die Schnittparameter des HLCBN-Werkzeugs sind: vc = 75 m/min, ap = 5 mm, f = 0,1 mm/r. Während des Schneidvorgangs muss das Werkzeug 5 Schlägen pro Umdrehung des Laufrads standhalten, und eine Klinge muss mehr als 3.000 Schlägen gleichzeitig standhalten. Die Schnittergebnisse zeigen, dass das HLCBN-Werkzeug nach dem Schneiden eines Werkstücks nicht bricht. Eine Klinge entspricht 25 Keramikeinsätzen, was ihre Hitzebeständigkeit und Schlagfestigkeit voll demonstriert, was nicht nur die Werkzeugkosten erheblich senkt, sondern auch die Produktionseffizienz verbessert. 5 mal.
Solide CBN-Einsätze beenden das Drehen des Innenlochs des Laufrads
Bei Verwendung einer runden Wendeschneidplatte aus BN-K1-Material zum Fertigdrehen des Innenlochs beträgt die Lochtiefe 80 mm, Schnittparameter: vc = 100 m / min, ap = 1 mm, f = 0,5 mm / U.
Das Innenloch wird auf einmal fertiggestellt, und die Abmessungen beider Enden sind gleich, und es gibt keinen Werkzeugrückzug.
Die Solid CBN-Einsätze haben eine gute Verschleißfestigkeit und die Konsistenz der Größe der bearbeiteten Teile ist garantiert; während das Keramikwerkzeug 3 bis 4 Schnitte benötigt, um fertig zu sein, und die Klingenkante während des Schneidens schnell verschleißt, was zu einem erhöhten Schneidwiderstand und einem Werkzeugrückzug führt, was ein ernstes Problem darstellt. beeinflusst die Qualität der bearbeiteten Oberfläche. Werkzeuge für die Bearbeitung von Gusseisen mit hohem Chromgehalt


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Sprache
Sprache  Gusseisenwerkstoffe CBN-Werkzeuge
Gusseisenwerkstoffe CBN-Werkzeuge