WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Sprache
Sprache
Startseite
Über HALNN
Nachrichten
Produkte
Lösung
Video
Kontaktiere uns
Suche
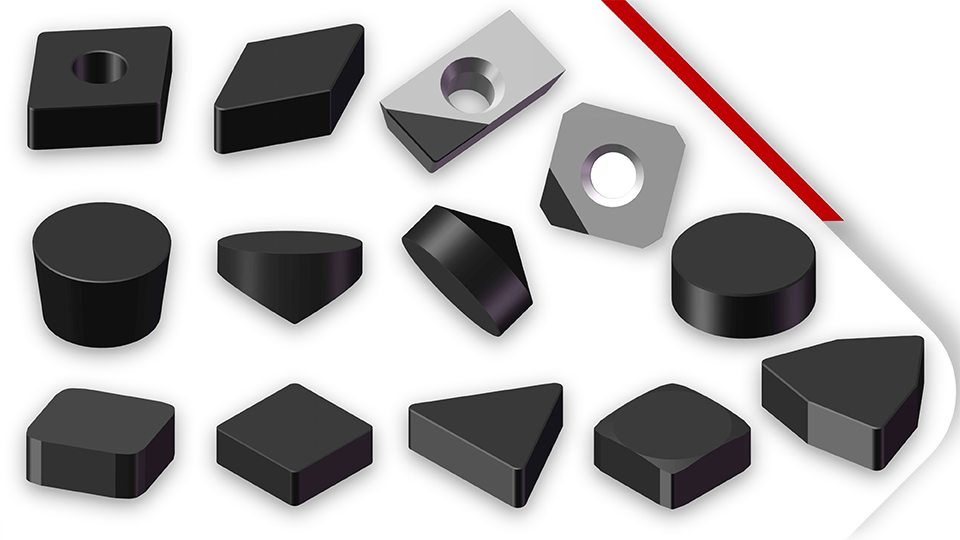
 Gusseisenwerkstoffe CBN-Werkzeuge
Gusseisenwerkstoffe CBN-Werkzeuge
Drehen von Wendeschneidplatten...
Fräsen von CBN-Wendeschneidpla...
Harte Stahlmaterialien CBN-Werkzeuge
Schlichten von Einsätzen aus g...
Schruppen von Stahl mit hoher ...
Fräsen von Werkzeugen aus gehä...
Werkzeuge für schwer zu verarbeitende Materialien
Spezialwerkzeuge aus schwer zu...
Spezialwerkzeuge für die Motor...
Tieflochbohrer und Tieflochboh...