Einführung:Die Härte nach der Wärmebehandlung beträgt HRC60 oder mehr, und die Auswahl der Werkzeuge für hartdrehende Kugelgewindetriebe ist sehr wichtig
Kugelumlaufspindeln sind eine der wichtigsten Komponenten in verschiedenen Werkzeugmaschinen. Der Verarbeitungsprozess stellt hohe Anforderungen an die Präzision, Festigkeit und Verschleißfestigkeit des Kugelgewindetriebs. Insbesondere die Härte nach der Wärmebehandlung beträgt HRC60 oder mehr, daher ist es sehr wichtig, ein Werkzeug zum Hartdrehen von Kugelgewindetrieben zu wählen. Gegenwärtig sind CBN-Wendeschneidplatten (Werkzeuge) ideale Werkzeuge zum Hartdrehen von Leitspindeln. Lassen Sie uns CBN-Wendeschneidplatten (Werkzeuge) zum Hartdrehen von Kugelgewindetrieben vorstellen. Vorteile und Parameter
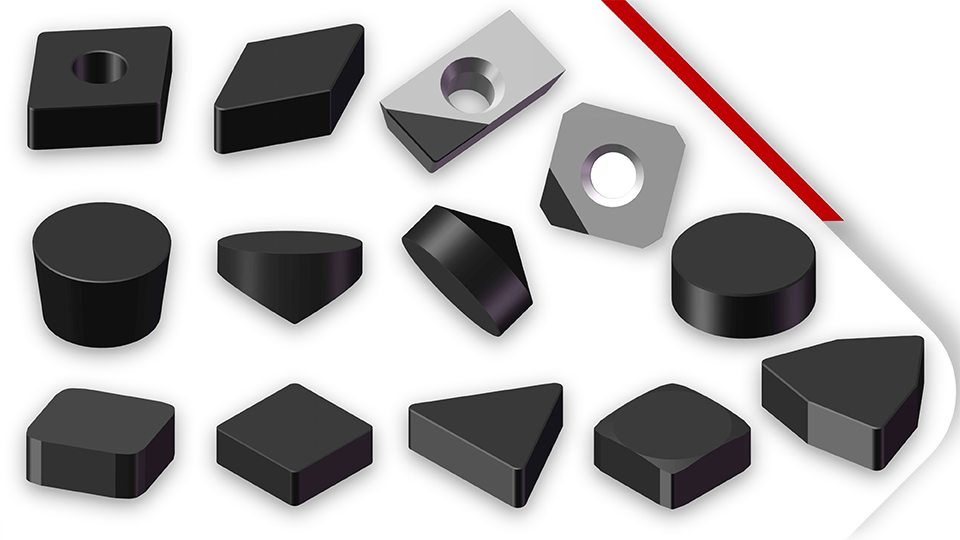
Halnn CBN-Werkzeuge zum Schruppen/Schlichten von Kugelgewindetrieben

1. Verarbeitungstechnologie der Kugelumlaufspindel
Der traditionelle Bearbeitungsprozess ist: Schmieden - Glühen - Schneiden (Schruppen, Vorschlichten des Außenkreises, Gewindeschneiden) - Wärmebehandlung - Schleifen (Vorschleifen, Vorschlichten, Feinschleifen des Außenkreises, Gewinde) - Inspektion. In der Mitte gibt es mehrere Fehler.
Neue Bearbeitungstechnologie der Kugelumlaufspindel (Hartdrehen/Fräsen): Der Dreh-/Fräsprozess wird anstelle des Schleifprozesses verwendet, und der Kugelumlaufspindelwellenkopf und das Gewinde werden gedreht/gefräst, und die Effizienz wird erheblich verbessert.
Der neue Bearbeitungsprozess des Kugelgewindetriebs ist: Schmieden - Glühen - Schneiden (Schruppen, Vorschlichten des Außenkreises, Gewinde) - Wärmebehandlung - Endbearbeitung (Schruppen des Außenkreises, Gewinde) - Inspektion.

2. Einführung von CBN-Werkzeugmaterial für hartdrehende Kugelgewindetriebe
Das Werkzeugmaterial für hartdrehende Kugelgewindetriebe muss eine hohe Härte, eine gute Verschleißfestigkeit und eine starke Schlagzähigkeit aufweisen. Gemäß den oben genannten Anforderungen wird Solid CBN InsertsBN-S20 Material empfohlen. Dieses Material verwendet reine Keramik als Bindemittel. CBN-Sinterkörper, die bei hoher Temperatur und hohem Druck synthetisiert werden, haben eine bessere Schlagfestigkeit. Zweitens nimmt CBN ultrafeine Körner im Nanomaßstab an, wodurch es eine hervorragende Verschleißfestigkeit aufweist. Und die Realisierung des Schneidens mit großem Rand erspart nicht nur den Glühprozess und den sekundären Abschreckprozess, sondern löst auch das Problem des Schleifens.
Gleichzeitig wird gemäß den Anforderungen an das Kugelgewinde (Kugelgewinderillung) der Verbundwerkstoff CBN-Blatt BN-H10 empfohlen. Dieses Material hat eine hohe Temperaturbeständigkeit und eine gute Verschleißfestigkeit. Die Klinge kann entsprechend den Anforderungen der Kugelumlaufspindel angepasst werden, um sie effizienter zu machen. Stark verbessert. Garantierter Zahnprofilfehler innerhalb von 0,003 mm.
CBN-Wendeschneidplatten-Schnittparameterbereich für hartdrehende Kugelgewindetriebe
Hartdrehende Kugelgewindetriebe werden in Schruppen und Schlichten unterteilt. Im Allgemeinen ist der Rand des Schaftkopfs groß, und es wird das Material Solid CBN Inserts BN-S20 ausgewählt. Wenn der Rand weniger als 0,5 mm beträgt, werden CBN-Verbundeinsätze BN-H05 und andere Materialien empfohlen. Die spezifischen Schnittparameter sind wie folgt:
3. Vorteile von Hartfräs-Kugelumlaufspindel-CBN-Einsätzen
Der Kugelgewindetrieb ist ein typisches Teil, das hauptsächlich auf der Schleiftechnologie basiert. Es ist von großer Bedeutung, das Fräsen anstelle des Schleifens für die gesamte Kugelgewindeindustrie zu untersuchen.
Zyklonfräsen und Fräsen der Gewindelaufbahn von Kugelgewindetrieben ist Kopierfräsen. Durch die Hochgeschwindigkeitsrotation mehrerer formgebender CBN-Werkzeuge, die auf dem Fräskopf installiert sind, wird das zu bearbeitende Material des Werkstücks Schicht für Schicht abgetragen, so dass die Kugelgewindelaufbahn entsteht.
Das Fräsverfahren ist Gleichlauffräsen und intermittierendes Schneiden.
Der Prozess des Wirbelgewindefräsens ist ein Prozess, bei dem die Werkzeugmaschine durch kontinuierliche mehrachsige Bewegung eine Raumgewindeoberfläche formt, insbesondere:
Der Hartfräs-Gewindeprozess besteht darin, die Gewindelaufbahn auf einmal zu formen und zu fräsen, was nicht nur den Prozess verkürzt, sondern auch das Werkzeug nicht wiederholt trimmen und begradigen muss, was den Zeitanteil der Gewindebearbeitung bis zu einem gewissen Grad reduziert , wodurch der Bearbeitungszyklus der Kugelumlaufspindel erheblich verkürzt wird. Verbessern Sie die Verarbeitungseffizienz.

4. Das harte Rotationsfräsen eignet sich besonders zum Halbfertigen von langen Leitspindeln und Leitspindeln mit einem großen Seitenverhältnis. Seine Eigenschaften sind:
Die Gewindelaufbahn kann gleichzeitig gefräst und geformt werden, und das Werkstück kann direkt geschliffen werden, wodurch der Halbfertigbearbeitungsprozess reduziert wird.
Die Rotationsgeschwindigkeit des Werkstücks ist niedrig, und am Fräskopf befinden sich mehrere Fräser. Die Fräser werden mit einer Geschwindigkeit von 180-240 m/min bearbeitet, und die Produktionseffizienz ist höher als die des Hartdrehverfahrens. Im Vergleich zum Drehen ist nur ein Werkzeug am Zerspanen beteiligt, während beim Fräsen bis zu 12 Werkzeuge am Zerspanungsprozess teilnehmen können, sodass der Schnittwiderstand an jedem Werkzeug deutlich reduziert wird und auch Werkstückvibrationen und Biegeverformungen vermieden werden können.
Mehr als 90 % der Schneidwärme beim Rotationsfräsen kann sofort vom Eisenstift abgeführt werden, die Schneidwärme wird nicht auf die Leitspindel übertragen und die Laufbahn der Leitspindel wird während des Schleifens nicht verbrannt und geglüht.
Während des Fräsens ist keine Kühlung erforderlich, und es entstehen keine Öldämpfe, die die Arbeitsumgebung verschmutzen.
Ein Fräser kann eine Spirale mit einer Länge von etwa 500 m schneiden (entspricht 8-10 Gewindespindeln mit einer Gewindelänge von 3000 mm und einer Steigung von 10 mm).
Im Vergleich zu Drehwerkzeugen sind Fräser teurer und das Schleifen von Klingen kompliziert, aber Werkzeughersteller können Klingenschleifdienste anbieten.
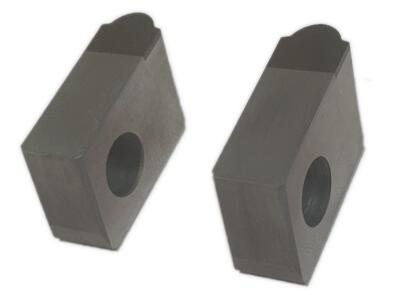
5. Abrichtrollen zum Schleifen von Schleifscheiben für Kugelumlaufspindeln
Derzeit verwenden viele Fabriken das Schleifverfahren zur Bearbeitung der Kugelumlaufspindel, die die Oberflächenrauheit innerhalb von Ra0,2 erreichen kann.
Die abgeschnittene Form der spiralförmigen Wasserrille der Kugelumlaufspindel ist ein einfaches Anführungszeichen oder ein Doppelbogen. Die Kontaktfläche zwischen den Werkstücken ist groß und die Schleifwärme relativ groß. Im Allgemeinen werden Weißkorund-Schleifscheiben für grobe Körnung und leicht weiche Härte ausgewählt, insbesondere für große Löcher. Besonders ideal sind Schleifscheiben.
Nach langem Schleifen der Kugelumlaufspindel muss auch die Schleifscheibe nachgeschliffen werden, um die Genauigkeit der Kugelumlaufspindel besser zu gewährleisten. Hier bietet sich die HNT-Diamant-Abrichtrolle an. Die Diamant-Abrichtrolle HNT ist speziell zum Abrichten der Schleifscheibe entwickelt. Es ist ein nicht standardmäßiges Produkt und wird entsprechend der Form der Schleifscheibe angepasst. Die in der Kugelgewindeindustrie üblicherweise verwendeten HNT-Diamant-Abrichtrollen sind wie folgt


 WhatsApp:8613271562251
WhatsApp:8613271562251  Email:service@halnn-group.com
Email:service@halnn-group.com  Sprache
Sprache  Gusseisenwerkstoffe CBN-Werkzeuge
Gusseisenwerkstoffe CBN-Werkzeuge