вводить:Высокохромистый чугун, износостойкий легированный чугун, отбеленный чугун и другие труднообрабатываемые материалы нашли широкое применение в электроэнергетике, металлургии, угольной, строительной и других отраслях промышленности.
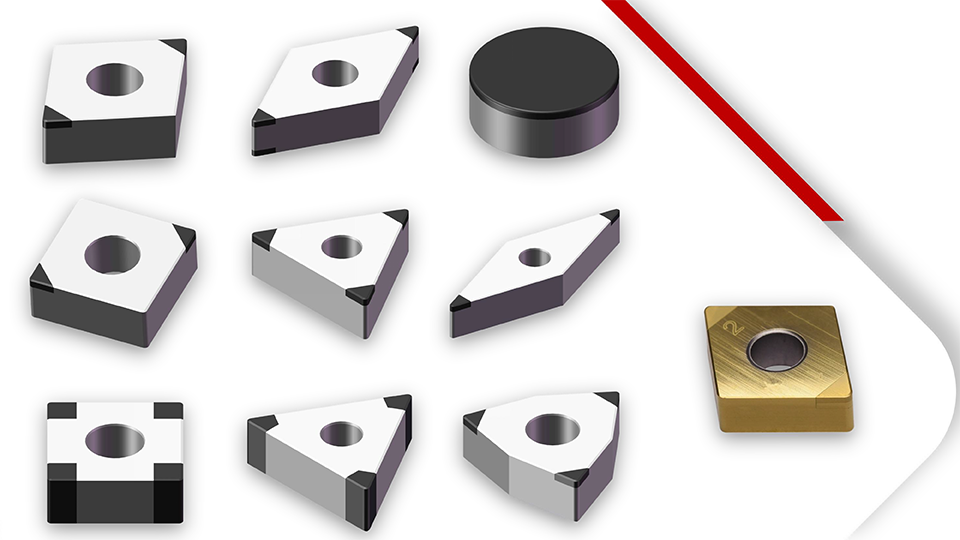
Цельные пластины CBN для обработки материалов из высокохромистого чугуна (пластины CBN V, керамические пластины)
Высокохромистый чугун, износостойкий легированный чугун, отбеленный чугун и другие труднообрабатываемые материалы нашли широкое применение в электроэнергетике, металлургии, угольной, строительной и других отраслях промышленности. С развитием нанотехнологии кубического нитрида бора (CBN) и инноваций в технологии синтеза все больше и больше клиентов предпочитают использовать пластины CBN BN-K1 для обработки чугуна с высоким содержанием хрома/белого чугуна. По сравнению с керамическими вставками, твердые вставки из CBN марки BN-K1 обладают более высокой твердостью, износостойкостью, ударной вязкостью и сопротивлением раздавливанию. К основным синтетическим типам материалов для вставок PCBN относятся поливафли (вставки, синтезированные из CBN и связующего) и композитные листы (композитные вставки из CBN на основе цементированного карбида). Большое количество фактов свидетельствует о том, что: Материал БН-К1 из поликристаллического кубического нитрида бора является идеальным инструментом для высокопроизводительной и качественной обработки чугуна и твердой стали (выше 45HRC).

Сравнение режущих свойств пластин из CBN и керамических пластин
Когда твердые вставки из CBN класса BN-K1 превращаются в Cr26, стружка ломается в начале. Через 10-15 минут режущая кромка слегка изнашивается, и начинается явление удлинения стружки. В то же время цвет стружки меняется с золотисто-желтого на светло-синий или темно-синий, процесс обработки заготовки пластиной превращается из чистой резки в сосуществование резки и экструзии, что отличается от явления чистой экструзии керамики. инструменты.
Твердые вставки из CBN Марка BN-K1 имеет четкий звук без резкого шума керамических инструментов. У цельных вставок из CBN не было явных зазоров на боковой поверхности, в то время как у керамических инструментов были зазоры на боковой поверхности, которые быстро расширялись. Значения шероховатости поверхности для цельных пластин из CBN постоянны, в то время как значения шероховатости поверхности для керамических инструментов увеличиваются со временем обработки.
Сравнительный анализ производительности вставок из CBN и керамических вставок
Цельные пластины из CBN Марка BN-K1 имеет много преимуществ по сравнению с керамическими пластинами. Прежде всего, его твердость высока, обычно около 3500HV, что в 2 раза больше, чем у керамических вставок, и в 4 раза больше, чем у вставок из сплава. Термостойкость CBN может достигать 1400 ~ 1500 ℃, а твердость PCBN при 1000 ℃ даже выше, чем у керамики и карбида при комнатной температуре.
Цельные пластины из CBN марки BN-K1 позволяют резать жаропрочные сплавы и закаленные стали со скоростью, в 3-5 раз превышающей скорость твердосплавных инструментов, что также создает условия для высокоскоростной резки цельных пластин из CBN марки BN-K1.
Во-вторых, материал БН-К1 обладает хорошей износостойкостью. Кубический нитрид бора представляет собой борид неметалла, а кристаллическая структура принадлежит к кубической кристаллической системе. Атомы азота и бора ковалентно связаны друг с другом, образуя четырехпарную насыщенную структуру. Спеченное тело PCBN, сформированное при высокой температуре, содержит нитриды, бориды и оксиды. Эти сверхтвердые смеси сочетаются с сильными ковалентными связями и имеют очень низкую стандартную свободную энергию, образуя очень стабильную систему, поэтому твердость материала Solid CBN InsertsBN-K1 не снижается при высокой температуре.
Кроме того, вставки из CBN обладают высокой прочностью, а значение KIC вязкости разрушения CBN выше, чем у керамики, а KIC некоторых марок даже близок к цементированному карбиду. Для хрупких инструментальных материалов механизм износа представляет собой хрупкое разрушение, на поверхности износа будет происходить разрушение границ зерен, а некоторые зерна будут частично разрушены. В настоящее время износостойкость зависит от значения KIC материала. Чем больше значение KIC, тем меньше вероятность разрушения. При черновом точении литых деталей из-за большого объема резания для повышения эффективности необходимо увеличивать глубину резания. Основная сила резания FZ=2000fap, при увеличении глубины резания ap неизбежно возрастет сила резания FZ, что требует от инструмента большей прочности; по сравнению с керамическими инструментами, цельные пластины из CBN больше подходят для высокоскоростной обработки с большой глубиной резания.
Заявление
Твердые CBN вставки прерывистого вращения крыльчатки шламового насоса внешний круг
Использование цельных вставок из твердого CBN марки BN-K1 для поворота внешнего круга рабочего колеса шламового насоса, поскольку рабочее колесо имеет 5 вставок, резка прерывается. Параметры резания инструмента HLCBN: vc=75 м/мин, ap=5 мм, f=0,1 мм/об. В процессе резания инструмент должен выдерживать 5 ударов за один оборот крыльчатки, а одно лезвие должно выдерживать более 3000 ударов за раз. Результаты резания показывают, что инструмент из HLCBN не ломается после резки заготовки. Одно лезвие эквивалентно 25 керамическим вставкам, что в полной мере демонстрирует его термостойкость и ударопрочность, что не только значительно снижает стоимость инструмента, но и повышает эффективность производства. 5 раз.
Цельные вставки из CBN завершают точение внутреннего отверстия рабочего колеса.
Использование круглой пластины из материала BN-K1 для чистовой обработки внутреннего отверстия, глубина отверстия составляет 80 мм, параметры резания: vc=100 м/мин, ap=1 мм, f=0,5 мм/об.
Внутреннее отверстие обрабатывается за один раз, и размеры обоих концов одинаковы, и нет отвода инструмента.
Вставки Solid CBN обладают хорошей износостойкостью, а также гарантируется постоянство размеров обрабатываемых деталей; в то время как керамический инструмент требует от 3 до 4 разрезов, а кромка лезвия быстро изнашивается во время резки, что приводит к увеличению сопротивления резанию и отводу инструмента, что является серьезной проблемой. влияет на качество обрабатываемой поверхности. Инструменты для обработки высокохромистого чугуна


 WhatsApp:8613271562251
WhatsApp:8613271562251  Эл. почта:service@halnn-group.com
Эл. почта:service@halnn-group.com  Язык
Язык  Обработка инструментов из чугуна CBN
Обработка инструментов из чугуна CBN