вводить:Твердость после термической обработки достигает HRC60 и выше, и выбор инструмента для жесткого поворота ШВП очень важен.
ШВП является одним из важных компонентов различных станков. Процесс обработки предъявляет высокие требования к точности, прочности и износостойкости ШВП. В частности, твердость после термической обработки достигает HRC60 и выше, поэтому очень важно выбрать инструмент для твердого точения ШВП. В настоящее время вставки (инструменты) из CBN являются идеальными инструментами для твердого точения ходовых винтов. Давайте представим вставки (инструменты) из CBN для твердого точения шарико-винтовых пар. преимущества и параметры
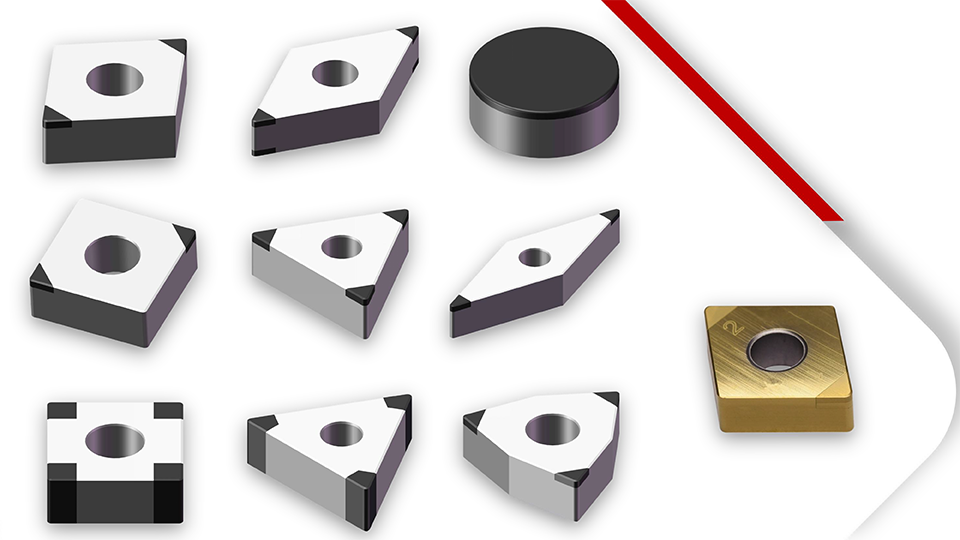
Инструменты Halnn CBN для черновой/чистовой обработки шарико-винтовых пар

1. Технология обработки ШВП
Традиционный процесс механической обработки: ковка - отжиг - резка (черновая токарная обработка, получистовая наружная окружность, нарезание резьбы) - термическая обработка - шлифование (черновая шлифовка, получистовая обработка, чистовая шлифовка наружной окружности, резьба) - контроль. В середине несколько провалов.
Новая технология обработки шарико-винтовой передачи (твердое точение/фрезерование): процесс точения/фрезерования используется вместо процесса шлифования, а головка и резьба вала шарико-винтовой передачи точатся/фрезеруются, что значительно повышает эффективность.
Новый процесс обработки ШВП: ковка - отжиг - резка (черновая токарная обработка, получистовая наружная окружность, резьба) - термическая обработка - чистовая обработка (черновая токарная обработка наружной окружности, резьба) - контроль.

2. Внедрение инструментального материала CBN для жесткого поворотного шарикового винта.
Инструментальный материал для твердосплавных шарико-винтовых пар должен иметь высокую твердость, хорошую износостойкость и высокую ударную вязкость. В соответствии с вышеуказанными требованиями рекомендуется использовать материал Solid CBN InsertsBN-S20. Этот материал использует чистую керамику в качестве связующего. Спеченное тело CBN, которое синтезируется при высокой температуре и высоком давлении, имеет лучшую ударопрочность. Во-вторых, в CBN используются сверхмелкие нанозерна, что делает его более износостойким. А реализация резки с большим запасом не только экономит процесс отжига и процесс вторичной закалки, но и решает проблему шлифования.
В то же время, в соответствии с требованиями резьбы ШВП (канавки ШВП) рекомендуется композитный материал лезвия CBN BN-H10. Этот материал обладает высокой термостойкостью и хорошей износостойкостью. Лезвие можно настроить в соответствии с требованиями шарикового винта, чтобы сделать его более эффективным. Значительно улучшилась. Гарантированная погрешность профиля зуба в пределах 0,003 мм.
Диапазон параметров резания пластины CBN для шарико-винтовых пар с твердым вращением
Твердотокарные ШВП делятся на черновые и чистовые. Как правило, запас головки вала большой, и выбран материал Solid CBN Inserts BN-S20. Если припуск меньше 0,5 мм, рекомендуются композитные вставки из CBN BN-H05 и другие материалы. Конкретные параметры резки следующие:
3. Преимущества твердосплавных вставок из CBN для шарико-винтовой передачи
Шарико-винтовая передача является типичной деталью, которая в основном основана на технологии шлифования. Изучение его измельчения вместо шлифования имеет большое значение для всей шарико-винтовой промышленности.
Циклонное фрезерование и фрезерование дорожки качения резьбы шарико-винтовой передачи является копировально-фрезерным. Благодаря высокоскоростному вращению нескольких формовочных инструментов из CBN, установленных на фрезерной головке, материал обрабатываемой детали удаляется слой за слоем, так что формируется дорожка качения шариковой резьбы.
Метод фрезерования – фрезерование вниз и прерывистое резание.
Процесс вихревого резьбофрезерования — это процесс, в котором станок формирует пространственную поверхность резьбы за счет непрерывного многоосевого движения, а именно:
Процесс жесткого фрезерования резьбы заключается в одновременном формировании и фрезеровании дорожки качения резьбы, что не только сокращает процесс, но и не требует многократной обрезки инструмента и его выпрямления, что в определенной степени сокращает время обработки резьбы. тем самым значительно сокращая цикл обработки шарико-винтовой передачи. Повысить эффективность обработки.

4. Твердое ротационное фрезерование особенно подходит для получистовой обработки длинных ходовых винтов и ходовых винтов с большим соотношением сторон. Его характеристики:
Резьбовая дорожка качения может быть фрезерована и сформирована за один раз, а заготовка может быть отшлифована напрямую, что сокращает процесс получистовой обработки.
Скорость вращения заготовки низкая, а на фрезерной головке имеется несколько фрез. Фрезы обрабатываются со скоростью 180-240 м/мин, а эффективность производства выше, чем у процесса твердого точения. По сравнению с точением в резании участвует только один инструмент, в то время как при фрезеровании в процессе резания могут участвовать до 12 инструментов, так что сопротивление резанию на каждом инструменте значительно снижается, а также можно избежать вибрации заготовки и деформации изгиба.
Более 90% тепла резания при ротационном фрезеровании может быть мгновенно отведено железным штифтом, тепло резания не будет передаваться на ходовой винт, а дорожка качения ходового винта не будет сожжена и отожжена во время шлифования.
Во время фрезерования не требуется охлаждения, и не образуются масляные пары, загрязняющие рабочую среду.
Фреза может нарезать спираль длиной около 500 м (эквивалентно 8-10 ходовым винтам с длиной резьбы 3000 мм и шагом 10 мм).
По сравнению с токарными инструментами фрезы дороже, а шлифовка лезвий сложна, но производители инструментов могут предоставлять услуги по шлифовке лезвий.

5. Правильные ролики для шлифования шарико-винтовых шлифовальных кругов.
В настоящее время многие заводы используют метод шлифования для обработки шарико-винтовой передачи, которая может достигать шероховатости поверхности в пределах Ra0,2.
Усеченная форма спиральной водяной канавки шарикового винта представляет собой одинарную кавычку или двойную дугу. Площадь контакта между заготовками велика, а тепловыделение при шлифовании относительно велико. Как правило, шлифовальные круги из белого корунда выбирают из-за крупного размера зерна и слегка мягкой твердости, особенно для больших отверстий. Шлифовальные круги особенно идеальны.
После длительного шлифования шарико-винтовой передачи шлифовальный круг также необходимо обрезать, чтобы лучше обеспечить точность шарико-винтовой передачи. В этот раз пригодится алмазный правящий ролик HNT. Алмазный правящий ролик HNT специально разработан для правки шлифовального круга. Это нестандартный продукт, который изготавливается по индивидуальному заказу в соответствии с формой шлифовального круга. Алмазные ролики для правки HNT, обычно используемые в шариковинтовой промышленности, как следующие:


 WhatsApp:8613271562251
WhatsApp:8613271562251  Эл. почта:service@halnn-group.com
Эл. почта:service@halnn-group.com  Язык
Язык  Обработка инструментов из чугуна CBN
Обработка инструментов из чугуна CBN